Produktionsfaktoreneinsatz :
I. Es werden als Rohstoffe verschiedene hochbelastbare Stahlbleche sowie
Stahldraht eingesetzt. Die Stahlbleche sind gerollt und haben eine Dicke von ca. 3 mm.
Die Breite der Bleche variiert und liegt zwischen ca. 6 mm für die Buchsen und ca. 80 mm für die Stanzteile. Der Draht hat
einen Durchmesser von ca. 7 mm. Ausserdem werden vorgefertigte Kettenschlösser
benötigt.
II. Die für den Produktionsprozess benötigten Maschinen sind mehrere
Stanzen, Richtmaschinen, Pressen sowohl für den Stahldraht als auch für das
Stahlblech, Magnetbänder für den Transport der Zwischenprodukte sowie
Trommeln zum Entgraten der Laschen. Ferner werden noch eine Scheibenkonstruktion
für das Sortieren der Laschen und zwei kombinierte Steck-Stanz-Maschine für
das Zusammenbauen der einzelnen Kettenglieder und die Endproduktion der Kette sowie
eine Zahnradkonstruktion zum ausrichten der fertigen Kette.
III. Die Halbfabrikate sind Buchsen, Ringe, Laschen, Stifte sowie die daraus
zusammengesetzten Kettenglieder.
IV. Der Personaleinsatz ist äußerst gering. Gebraucht werden Menschen nur
zum Wasseneinlassen in die Trommeln und zur
Materialbereitstellung sowohl für die Endproduktion, als auch für die Stanzen
( Stahlband, Draht ). Hinzu kommen Arbeiter für Wartung und Werkzeugtausch,
insgesamt nicht mehr als 2-3 Arbeiter für eine ganze Produktionsstrasse.
( Seitenanfang )
Funktionsbeschreibung einzelner Maschinen:
Die Richtmaschinen funktionieren für alle Rohmaterialien
auf die gleiche Weise. Das Material wird durch Rollen in eine gerade, fortlaufende
Form gezwungen, die dann für die weitere Verarbeitung geeignet ist. Dieses
Vorbearbeitete Material wird anschließend per Laufband direkt in die Stanzen
oder Formmaschinen geleitet.
|
 |
| Eine Stanze produziert das erste Einzelteil, einen Ring. Dieser
wird in drei Arbeitsgängen hergestellt. Zuerst werden aus dem ca. 80 mm breiten
Stahlblech gleichzeitig mehrere Kappen nebeneinander gestanzt. Der Stempel hat bei
dieser Maschine eine besondere Form: Zusätzlich zum Schneidering hat dieser
Stempel einen Halbkugelförmigen Aufsatz, der zusammen mit einer Gegenform die
Teile gleich nach dem Entfernen vom Stahlblech in ihre Kappenform bringt. In den
nächsten beiden Arbeitsgängen werden die Kappen einzeln weitergestanzt. Der
Aufsatz wird im nächsten Arbeitsgang verkleinert und im dritten per Stanze ganz
entfernt. |
 |
| Die zum zwischenzeitlichen Transport
benutzten Magnetbänder funktionieren, wie der Name schon sagt, mit
Magnetismus. Durch die elektromagnetischen Kräfte werden die Einzelteile am
Förderband gehalten, während sie zur nächsten Maschine befördert
werden. |
| Für die Produktion des zweiten Einzelteils, einer Buchse, wird eine
Presse benötigt. Dazu wird das gerichtete Stahlband per automatischem
Seitenschneider auf die richtige Länge gekürzt und in die Presse geschoben.
Mittels vier Formteilen ( siehe rechts ) wird in drei Schritten aus dem Blech eine
Buchse geformt. Zuerst wird mittels eines Dorns das Blechstück in eine
halbkreisförmige Gestalt gebracht. Dann bringen zwei weitere Formteile das
Stahlstück in eine annährend Ringform. Der Dorn schließt
schließlich den Kreis. |
 |
| Für die letzten Einzelteile werden wiederum Stanzen
benutzt. Dazu werden in das Stahlband von ca. 80 mm Breite zuerst Löcher
gestanzt, dann jeweils um zwei dieser Löcher herum eine Lasche. Diese Laschen
werden in zwei unterschiedlichen Größen gestanzt, wobei der
Produktionsprozess derselbe bleibt. |
| In die zur Politur und zum Entgraten benutzten Trommeln wird
zusammen mit den Laschen Wasser und Sand gefüllt. Durch das beständige
Drehen der Trommel über 24 Stunden werden die Laschen vom Sand
reingeschliffen. |
Zum Aufsammeln der Laschen für den weiteren Produktionsprozess
werden diese auf eine rotierende Scheibe geschüttet. Über dieser
sind in regelmäßigen Abständen ca. 15 Metallstangen angebracht. Durch
die Rotation der Scheibe werden die Laschen nach und nach mit den Löchern auf
die Stangen gezwungen und so aufgesammelt.
( Seitenanfang ) |
Zuerst werden das gesamte Stahlband sowie der Draht gerichtet. Danach
werden die - noch von der Rolle kommenden - Stahlbleche gestanzt. Auch der Draht wird
auf eine Länge von ca. 24 mm zurechtgeschnitten und dann in einer Presse an
beiden Enden mittels eines Dorns ca 1,5 mm tief gestippt. Diese gestippten
Drahtstücke sind die Stifte.
Das Blech wird erstens zu Ringen gestanzt. (siehe Beschreibung
einzelner Maschinen) Durch die spezielle Form der Stanzen haben die Teile an der
Unterseite schon die Ringform, auf der Oberseite aber noch einen
halbkugelförmigen Aufsatz, der in zwei weiteren Arbeitsgänge entfernt wird.
Diese Einzelteile sind nach dem 3-Schritt-Stanzprozess sofort fertig und werden erst
beim Zusammenbau der Kette wieder benötigt. Die drei Arbeitsgänge werden
benötigt, um das Material nicht zu stark zu beanspruchen.
Zweitens werden aus dem Blech Laschen gemacht. Diese werden in zwei
Grössen produziert und haben eine an eine "8" erinnernde Form mit zwei
Löchern in den breitesten Punkten. Nach dem Stanzen werden die Laschen per
Magnetband zu einem Ofen gebracht, wo sie auf ca. 400°C erhitzt werden. Sofort
danach werden sie in einem Ölbad abgekühlt und wieder leicht erhitzt.
Dieser Vorgang dient dem Härten der Laschen. Nach der Hitzebehandlung
können sie weitaus größeren Drücken standhalten als vorher. Nach
dem Härten werden sie mit Sand und Wasser in den Trommeln poliert und entgratet.
Letztendlich kommt die Sortierung per drehender Scheibe. Die Stangen an der Scheibe
haben zwar eine statistisch geringe Chance, eine Lasche aufzuspießen, durch die
Menge der Laschen geschieht das Einsammeln aber recht schnell. Die Stangen mit den
Laschen werden anschließend manuell entfernt und in die Maschine zur Endmontage
montiert.
Bevor die Endmontage aber beginnen kann, muss nur noch das letzte Teil, die
Buchse, hergestellt werden. (siehe Beschreibung
einzelner Maschinen) Dazu wird das von einem automatischen Seitenschneider
geschnittene Stahlband in einer Presse in Ringform gepresst. Dies geschieht in drei
Arbeitsgängen, um das Material nicht zu überanspruchen. |
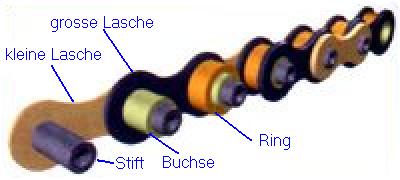
Nachdem alle Einzelteile vorgefertigt sind, können sie in einer kombinierten
Steck-Stanz-Maschine zusammengesetzt werden. Die großen Laschen werden
von Stangen einzeln in die Maschine geschoben. Dann werden eine Buchse und ein Ring
in / über jedes Loch gesteckt. Die Buchsen dienen zum Ausrichten der Glieder,
während die Ringe später die Belastung tragen müssen und deshalb
gestanzt werden. Danach wird eine zweite große Lasche auf das Zwischenprodukt
gesetzt. Diese noch losen Teile werden wieder auf Stangen gesammelt.
Jetzt werden die kleinen Laschen bereitgelegt. Danach werden die Stifte in deren
Löchern fixiert und die anderen noch losen Teile werden über den Stiften
auf die kleinen Laschen gesenkt. Dann wird noch eine zweite kleine Lasche auf jedes
Glied gesenkt und die Kette wird aus der Maschine in die letzte Stanze
geschoben. |
 |
Abschließend werden die Stifte oben und unten gestanzt, um die
Kettenglieder dauerhaft zu verbinden. Diese Endloskette läuft über mehrere
Zahnräder, um die verkanteten Kettenglieder wieder gegeneinander läufig zu
machen. Dann wird sie auf die richtige Länge gekürzt und geölt. Jetzt
müssen nur noch die Kettenschlösser eingebaut werden, dann ist die Kette
fertig! Die Kettenschlösser sind folgendermaßen aufgebaut: Eine Lasche ist
mit zwei Stiften verschweißt, hat aber am oberen Ende der Stifte einen
halbkugelförmigen Kopf und darunter an jedem Stift eine 360°-ige Einkerbung.
In diese Einkerbung wird die Schnalle gesteckt, die die obere Lasche auf der Kette
hält, wenn das Kettenschloss eingebaut ist.
( Seitenanfang ) |
Marketingüberlegungen beim Absatz von
Fahrradketten:
Eine Fahrradkette hat eine Lebenszeit von ca. 1.000 - 2.500 gefahrenen Kilometern und
ist somit ein Verbschleißteil. Normale Radfahrer jedoch tauschen ihre Kette
normalerweise nicht in diesem Intervall aus, sondern erst bei Problemen. Diese tauchen
bei einer defekten Kette jedoch erst lange nach Beschädigungen an den
Laufblättern auf.
Bedingt durch die Tatsache, dass trotz des eigentlich nötigen Austausches kaum
letztere durchgeführt werden, kommt die Mehrheit der Radfahrer als direkte
Zielgruppe nicht in Betracht. Andererseits braucht jeder Radfahrer bei einem
Fahrradneuerwerb eine Kette. Damit ist als Absatzgruppe für Kettenhersteller
hauptsächlich das Fahrrad-produzierende Gewerbe von Interesse. Die Räder
werden häufig von Rahmenbauern montiert, die Komponenten wie Ketten hinzukaufen
müssen. Diese Gruppe muss als primärer Absatzmarkt aggressiv umworben
werden.
Obwohl die Fahrradneukäufe seit Jahrensteigen, sollten sich Kettenproduzenten mit
langfristigen Verträgen nur um den Absatz ihrer produzierten Ketten bemühen
und nicht auf eine höhere Produktion setzen. Neue Produktionsstrassen erfordern
einen großen Kapitalaufwand und sind in der Produktionsmenge relativ unflexibel,
da sie ohne großen Personaleinsatz nicht auf Schicht- sondern Dauerbetrieb
ausgelegt sind. Ein tägliches hoch- und herunterfahren wäre wenig
effizient.
Ein sekundärer Absatzmarkt könnten halb-professionelle Radfahrer sein. Diese
tätigen größere Investitionen in Fahrradgüter und achten auch auf
Dinge wie Verschleiß. Diese Zielgruppe könnte eine kleinere Kettenfirma
durch hohe Qualität und Kundendienst auch zu erreichen versuchen. Für
größere Firmen ist dieser Markt zweifellos auch interessant, verliert anhand
der abzusetzenden Mengen aber an Bedeutung im Vergleich zu Fahrradneukäufen.
Werkstätten werden aufgrund der oben erwähnten geringen Austauschrate
für Ketten nur eine tertiäre Rolle als Absatzgruppe spielen, da
halb-professionelle Radfahrer Reparaturen nach Möglichkeit selbst vornehmen.
Die Unternehmen können sich durch langfristige Verträge mit Fahrradfabriken
eine festgelegte Abnahmezahl zusichern lassen und dadurch Planungssicherheit erhalten.
Sie verlieren dadurch jedoch die Chance, an Preissteigerungen teil zu nehmen und
erhalten bei Großabnehmern geringere Preise für ihre Produkte.
Die Alternative ist eine Spezialisierung auf Qualitätsprodukte für den
Endverbraucher. Die Absatzmöglichkeiten hier sind geringer und das Risiko eines
Preisverfalls ist erhöht, aber der Produzent erhält grundsätzlich
höhere Preise für seine Produkte.
( Seitenanfang )
|