Max-Planck-Schule Kiel
Interneteinsatz im Unterricht (2000)
|
Herstellung einer Fahrradkette (Filmbeitrag aus "Sendung mit der Maus")
1. Produktionsfaktoreneinsatz 1.1. Einsatz von Rohstoffen: - Rolle Stahlband (Stärke:3-4mm, Breite:7-10cm) 
Presse: Mit einer Presse wird ein Stahlblech spanlos geformt,d.h. ohne dass Material abgetragen wird.Eine Presse besteht aus einem Rahmen,der als Unterlage für den Presstisch dient,einem Stößel oder Pressschlitten,einer Energiequelle und einer Einrichtung,die den Stößel auf den Presstisch oder im rechten Winkel zum Presstisch bewegt.Die Presse ist mit einem Ober-und einem Unterwerkzeug(Gesenk und Matrize)zum Umformen,Stanzen und Scherschneiden von Stahlblechen ausgerüstet. 
Richtanlage In einer Richtanlage werden Stahlbleche und -drähte gerichtet und gestreckt,so dass diese danach eine gerade Form besitzen und von Pressen oder Stanzen weiterverabeitet werden. 
3. Beschreibung des gesamten Produktionsprozesses 1. Produktionsprozeß: Produktion der Rollen 1.Schritt:
Ein aufgerolltes Stahlband(7-10cm stark)läuft von der Rolle in eine Stanze.Von
der Stanze werden aus dem Stahlblech in einem Vorgang Scheiben herausgestanzt und in
eine Form gepresst,die wie eine Kappe aussieht.Es entstehen Kappen,die auf einer
Seite rund sind und auf der anderen eine Öffnung besitzen.
2.Schritt: Danach werden die Kappen über ein Magnetband zu einer Kalibriermaschine transportiert.Diese bestanzt den Bogen der Kappe,indem ein Ring reingestanzt wird. 3.Schritt: Nun werden die entstandenen Kappen über ein Magnetband zu einer Stanze befördert,die den oberen Teil der Kappe wegstanzt,so dass Rollen herausgestanzt werden.Die oberen Kappenrundstücke kommen als Abfallprodukt in einen Hechslerautomaten zur Wiederverwertung des Stahls. 2. Produktionsprozeß: Produktion der Buchsen 1.Schritt: Ein schmales, aufgerolltes Stahlband(6cm breit) läuft in eine Richtmaschine,in der das Stahlband gerichtet und gestreckt wird(=Erhöhung der Stabilität des Stahls). 2.Schritt: Das gerichtete Stahlband läuft dann in eine Presse(Formmaschine). In der Presse werden Stücke des Stahlbandes abgeschnitten und in eine runde Form über eine Stange zu einer Buchse(Abstandhalter)geformt.Dieses Formen laüft in drei verschiedenen Produktionsstufen des Pressens ab(=Buchsen sonst nicht stabil). 3.Produktionsprozeß: Produktion der Drahtstifte 1.Schritt: Ein aufgerollter Stahldraht läuft von der Rolle in eine Richtmaschine,in der die Drahtschnur gerichtet wird. 2.Schritt: Die gerichtete Drahtschnur läuft in eine Presse,die den Draht in Stifte schneidet und in die Mitte beider Seitenenden Vertiefungen presst. 4.1.Produktionsprozeß: Produktion der Laschen 1.Schritt: Ein Stahlband läuft von einer Rolle in eine Stanze,die in das Stahlband zuerst verschieden große Löcher hineinstanzt und dann um die Löcher herum Laschen ausstanzt.Dadurch entstehen Laschen mit kleinen und großen Löchern. 2.Schritt: Die Laschen werden nun über ein Magnetband in einen Ofen transportiert,in dem sie erhitzt werden(=Erhöhung der Stabilität der Laschen). 3.Schritt: Danach kommen die Laschen in ein Ölbad,in dem die Laschen abgekühlt werden(=zum Härten).Das Öl läuft danach durch ein Sieb ab. 4.Schritt: Anschließend kommen die Laschen in eine Schleuder,in der das Öl der Laschen rausgeschleudert wird. 5.Schritt: Nun werden die Laschen noch einmal im Ofen ein wenig erhitzt(=damit die Laschen nicht spröde werden).Der Transport von einer Station zur nächsten läuft jeweils über Magnetbänder ab. 6.Schritt: Über ein Magnetband werden die Laschen jetzt zusammen mit Sand in eine routierende Trommel(Entgratungsanlage) transportiert.In die Trommel wird dabei zusätzlich Wasser hinzugefügt,das aus einem Wasserhahn kommt,der von einem Arbeiter mit einer Stange aufgemacht worden ist und sobald genug Wasser in der Trommel ist auf dieselbe Weise wieder abgestellt wird.Die Trommel,in der die Laschen zusammen mit dem Sand und dem Wasser sind,dreht sich nun 24 Stunden lang.Durch diesen Vorgang werden die scharfen Kanten der Laschen abgeschmirgelt(=Entgratungsvorgang) und die Laschen poliert(=Poliervorgang). 4.2.Produktionsprozeß: Aufsammlung der Laschen 1.Schritt: Die fertigen Laschen werden nun über ein Magnetband auf ein Karussel befördert,in dem die Laschen von im Karussel befestigten Stangen aufgefädelt werden. 2.Schritt: Nachdem die Laschen aufgefädelt worden sind werden sie von einem Arbeiter abgenommen und auf die Führungsschienen, die zur zu einer Montiermaschine führen, gesetzt. 5.Produktionsprozeß:1.Montage Die Montiermaschine arbeitet in 4 Stationen: 1.Station: Die Laschen mit den großen Löchern werden bereitgestellt. 2.Station: Die Buchsen(Abstandhalter)werden in die Löcher der Laschen gesetzt. 3.Station: Die Rollen werden über die Buchsen auf die Laschen gesetzt 4.Station: Eine zweite Lasche mit großen Löchern wird jeweils oben draufgesetzt. 2.Schritt: Danach werden die montierten Laschen über ein Magnetband zu einer weiteren Montiermaschine befördert. 6.Produktionsprozeß: 2.Montage Die zweite Montiermaschine arbeitet in 5Stationen: 1.Station: Die Laschen mit den kleinen Löchern werden bereitgestellt. 2.Station: Die montierten Laschen aus dem 5.Produktionsprozeß werden jeweils rechts und links auf die Löcher der kleinen Laschen gelegt. 3.Station: Die montierten Laschen,die auf den Laschen mit den kleinen Löchern liegen,werden mit Hilfe der Drahtstifte verbunden,indem die Drahtstifte in die Löcher der Laschen gesetzt werden. 4.Station: Auf das Ganze wird nun noch eine kleine Lasche über die Drahtstifte gesetzt. 5.Station: Jeder Drahtstift bekommt nun noch einen Schlag,so dass dieser an den Seiten auseinander geht(Niete),damit sich die einzelnen Glieder nicht mehr voneinander lösen.Es entsteht eine lange Kette. 7.Produktionsprozeß: Beweglichkeit der Fahrradkette 1.Schritt: Die entstandene lange Kette läuft nun über die Rollen(Kettenräder)einer Zahnradmaschine.Dadurch wird die Kette gestreckt und abgeschleift,so dass sie beweglich gemacht wird. 2.Schritt: Am Ende der Zahnradmaschine wird die lange Kette in kleinere Stücke geschnitten,die der Länge einer Fahrradkette entsprechen. 3.Schritt: Danach kommt die Kette in ein Ölbad,damit sie geschmeidig wird. 8.Produktionsprozeß: Fertigstellen der Fahrradkette 1.Schritt: Die Endstücke der Kette werden verbunden(Kettenschloss),indem von der einen Seite eine Lasche(mit kleinen Löcher),in der zwei Drahtstifte stecken (Stiftblock),durch die Löcher der Endglieder der Kette gesteckt werden und von der anderen Seite eine Lasche(mit kleinen Löchern)(Verschlusslasche) gelegt wird,durch deren Löcher die Drahtstifte hindurchführen.Zum Schluß kommt noch eine Verschlußfeder über die Drahtstifte. 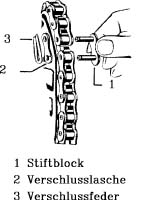 Nun ist die Fahrradkette fertiggestellt. 4. Marketingüberlegungen beim Absatz von Fahrradketten - Werbung (z.B.übers Internet) - Sponsoren - Zusammenschluss mit anderen Firmen(Imagesteigerung) - Vernetzung der Filialen - Ausrichtung der Entscheidungen auf auf die vorhandenen Marktbedingungen ( Bedürfnisse der Kunden ) - Marktforschung:
1. einzelne Analysen 2. fortlaufende Beobachtungen des Marktes über einen längeren Zeitraum - größeres Sortiment an Ketten - Preis- und Konditionenfestlegung (Rabatte,Skonti etc.) - Erstellung eines Absatzplans vom Unternehmen, der über die Absatzpolitik(Preis+ Mengenpolitik)entschieden wird Copyright 2000 by |